
水处理公司")
应用废水近零排放工艺,遏制食品工业废水污染生态环境
时间:2023-09-28
我国近年来对于工业废水治理问题要求严格,目的是更好保护生态环境,实现人与自然和谐共处。在众多工业产业中食品工业因其应用原料广泛,制造品种类繁多,排出废水的水量、水质差异大等特点被人们重点关注着。而食品工业为了更好地走可持续发展的经营路线,也越来越重视废水治理的问题。

食品工业废水污染的含量与危害:
食品工业中的废水污染物包含了悬浮物质,例如油脂、蛋白质、淀粉、胶体物质等,以及溶解物质,如酸、碱、盐、糖类等,还有许多有机物污染和致病菌毒等。这样的有机物和悬浮物含量高的废水,一般无毒性,但是水量大,还能使水体富营养化,引起水生动物和鱼类死亡,促使水底沉积的有机物产生臭味,恶化水质,污染周边水体以及大气环境。
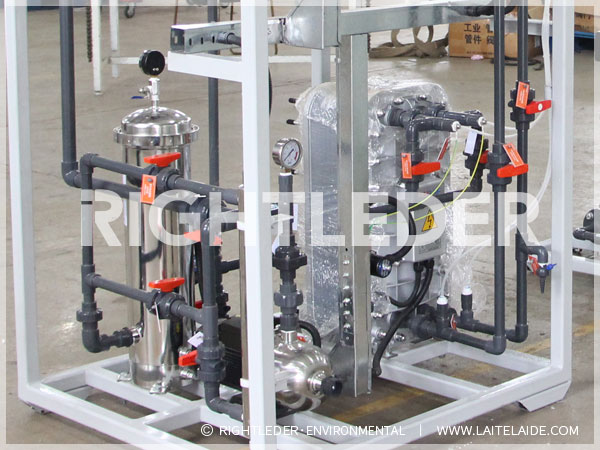
面对复杂的食品工业废水。我们可以应用废水近零排放工艺,从而实现废水的深度治理。该工艺主要采用“Wastout微波高效沉淀系统+Neterfo极限分离系统+MVR系统”,可有效实现废水的近零排放和综合治理。其中,Neterfo极限分离系统是该工艺中的核心系统,具有高回收率和低能耗的优势,突破了传统回用水系统50%回收率瓶颈,综合回收率可达90%以上。而Wastout微波高效沉淀系统可保证对食品工业废水中浊度和SS的有效去除,保证高TDS工艺段,可以维持高回收率、高抗污染性能特点。
综上所述,食品工业应用废水零排放技术是大势所趋,不仅降低废水排放的污染负担,还可以实现废水资源化,达到水资源高效利用及回收固体产品的目的。
转载时请注明文章来源“莱特莱德”,否则视为侵权,感谢配合。
编辑:柒柒 技术:木子



公司新闻new
- 垃圾渗滤液处理设备的具体优势有哪些?
- 中水回用技术处理制药废水成绩亮眼?
- MBR一体化污水处理设备处理城镇污水有“奇效”
- 物料分离膜技术在生啤酒过滤除菌中的应用
- 中水回用技术有效实现工业废水的二次利用
- 乳制品行业需求增大 特种分离工艺进入大众视野
- 科普:火力发电中脱硫废水近零排放处理的重要性
- 膜分离设备在食品添加剂产业发展中的重要作用
- 膜分离工艺在高纯度葛根素优化中的应用
- 一体化污水处理设备 促进社会经济健康发展
工程业绩new
- 某沿海城市的海水淡化项目案例分析
- 山东某精细化工厂高浓度有机废水处理项目
- 高效除铁锰过滤系统在海水淡化项目中的应用
- Aproclean系列智能高效过滤系统优势介绍
- 某海岛集装箱海水淡化设备项目
- 内蒙古某火力电厂废水近零排放项目
- 大连某印染公司中水回用项目
- 500m3/h中水回用及部分零排放系统
- 山西某燃煤电厂中水回用项目
- 青岛某电厂安装集装箱海水淡化系统现场
 关于我们
关于我们 工程业绩
工程业绩 获取方案
获取方案 电话咨询
电话咨询 