
水处理公司")
化工废水如何实现零排放处理?
化工行业是国民经济的重要支柱之一,但同时也是水资源消耗和废水排放的大户。随着环保要求的不断提高,实现化工废水零排放已成为行业的迫切需求。本文将重点为大家介绍化工废水是如何实现零排放处理?
化工废水零排放工艺流程
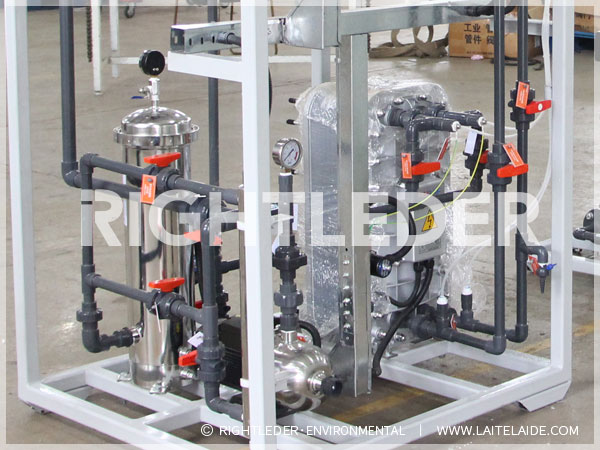
1. 预处理:废水首先经过预处理,去除大颗粒杂质和悬浮物,以保护后续的膜分离系统。
2. Neterfo极限分离:废水进入Neterfo极限分离系统,通过选择性透过膜去除有机物、高价金属离子和其他杂质。
3. 高效软化:经过Neterfo极限分离后的废水进一步进行高效软化处理,去除钙、镁等硬质离子,防止结垢。
4. MVR蒸发:软化后的废水进入MVR蒸发系统,通过机械蒸汽再压缩技术实现废水的高效蒸发和浓缩。
5. 结晶和固液分离:浓缩后的废水进一步结晶,通过固液分离技术回收有价值的固体物质,并将纯净水回用。

化工废水零排放工艺优势
高效去除有机物和高价金属离子:Neterfo极限分离技术能够高效去除废水中的有机物和高价金属离子,确保水质达到高标准。
降低膜系统结垢和污染风险:通过高效软化处理,减少了膜系统结垢和污染的风险,延长了膜组件的使用寿命。
节能降耗:MVR蒸发技术通过能源循环利用,大幅降低了能耗,实现了经济性和环保性的双重目标。
处理效果好:整个工艺流程简单,处理效果好,能够实现低成本的反渗透浓水再浓缩。
废水零排放:通过Neterfo极限分离和MVR蒸发相结合的工艺,实现了废水的零排放,满足了严格的环保要求。
实现化工废水零排放是一项复杂的系统工程,需要结合多种处理技术,形成综合处理系统。通过Neterfo极限分离与MVR蒸发相结合的工艺可以高效地去除废水中的各种污染物,实现废水的零排放。未来,随着技术的不断进步,废水零排放技术将进一步提升处理效率和经济效益,为化工行业的可持续发展提供有力支持。
转载时请注明文章来源“莱特莱德”,否则视为侵权,感谢配合。
编辑:虞美人 技术:木子



公司新闻new
- 垃圾渗滤液处理设备的具体优势有哪些?
- 中水回用技术处理制药废水成绩亮眼?
- MBR一体化污水处理设备处理城镇污水有“奇效”
- 物料分离膜技术在生啤酒过滤除菌中的应用
- 中水回用技术有效实现工业废水的二次利用
- 乳制品行业需求增大 特种分离工艺进入大众视野
- 科普:火力发电中脱硫废水近零排放处理的重要性
- 膜分离设备在食品添加剂产业发展中的重要作用
- 膜分离工艺在高纯度葛根素优化中的应用
- 一体化污水处理设备 促进社会经济健康发展
工程业绩new
- 某沿海城市的海水淡化项目案例分析
- 山东某精细化工厂高浓度有机废水处理项目
- 高效除铁锰过滤系统在海水淡化项目中的应用
- Aproclean系列智能高效过滤系统优势介绍
- 某海岛集装箱海水淡化设备项目
- 内蒙古某火力电厂废水近零排放项目
- 大连某印染公司中水回用项目
- 500m3/h中水回用及部分零排放系统
- 山西某燃煤电厂中水回用项目
- 青岛某电厂安装集装箱海水淡化系统现场
 关于我们
关于我们 工程业绩
工程业绩 获取方案
获取方案 电话咨询
电话咨询 